Menú de ciclo de enhebrado
Pulse el botón (roscado) para abrir el menú del ciclo de torneado, ahora se mostrarán (ciclo de roscado) y (ciclo de herramienta de roscado), elija el ciclo de enroscado.
Ciclo de roscado
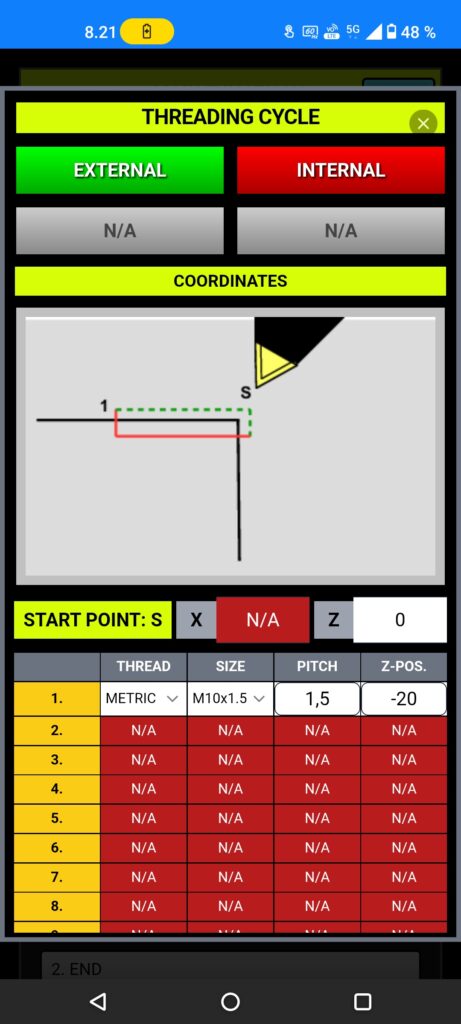
En la parte superior tenemos (externo) e (interno), que indican la dirección del movimiento. Externo significa que comenzamos desde el exterior de la pieza y nos movemos hacia un diámetro menor, mientras que interno significa que comenzamos desde un diámetro menor y nos movemos hacia un diámetro mayor.
A continuación, en (punto de inicio s:), debe configurar el punto de inicio de la rosca (Z). Después, vaya a la línea 1. Allí encontrará (rosca), donde puede elegir (métrica), (MF), (UNC), (UNF), (G) o (R). Luego, seleccione (tamaño) y (paso) para mostrar el paso de la rosca. Finalmente, debe configurar el punto final de la rosca (Z-).
Forma de inserción de herramienta
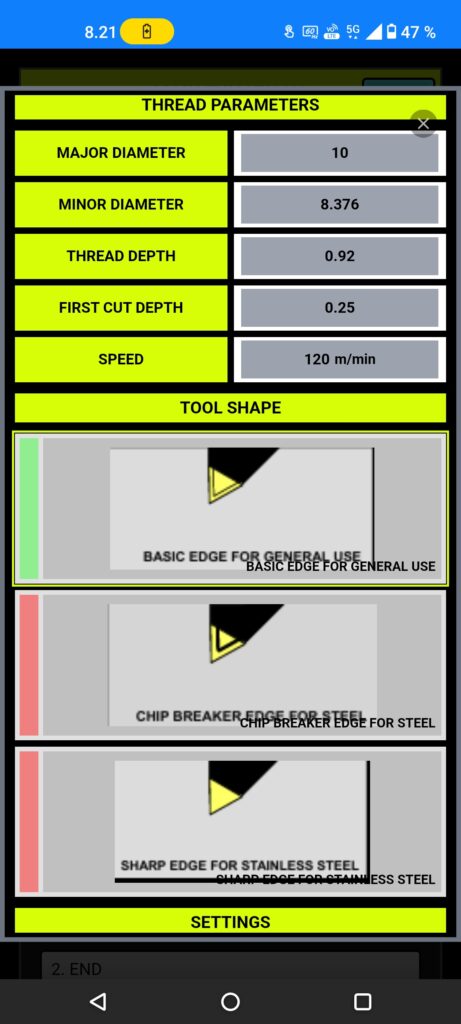
A continuación, seleccione la forma de herramienta adecuada; la aplicación calculará la profundidad de corte y el avance óptimo.
Si no elige la herramienta correcta, existe el riesgo de que se rompa la herramienta o el inserto.
Para muchas operaciones con diversos materiales, es recomendable utilizar la forma básica de la herramienta.
Se recomienda usar un inserto de herramienta afilado para roscar acero inoxidable, ya que corta sin vibraciones y requiere mucha menos fuerza.
También dispone de una tabla de parámetros de rosca que muestra la información de la rosca calculada automáticamente.
Ajustes
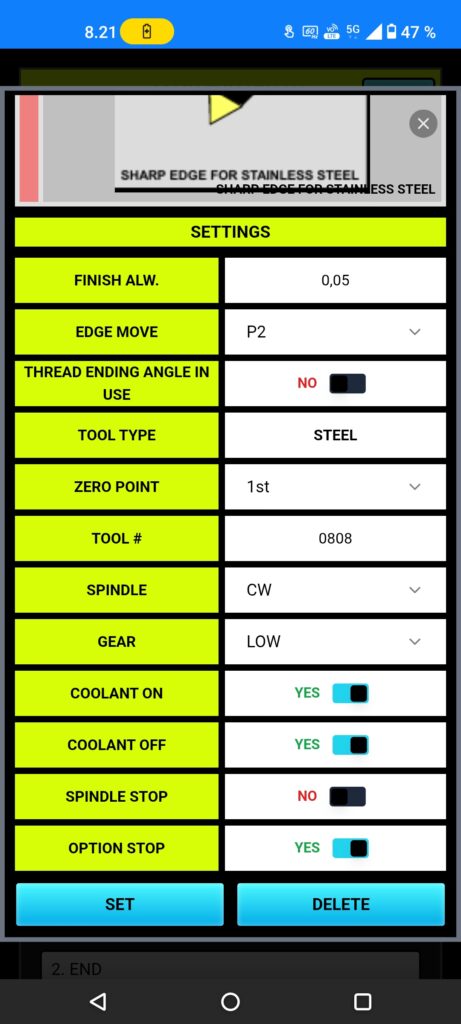
Debe configurar el ajuste de acabado o mantener la configuración predeterminada; en la mayoría de los casos, esta última es la mejor opción.
A continuación, el ajuste de borde solo es efectivo con los controles HAAS y Fanuc 10/11/15. La opción P2 es la mejor para obtener una buena calidad de rosca y una menor fuerza de corte.
Si necesita que el extremo de la rosca se elimine directamente en la dirección X sin chaflán, mantenga el ángulo de terminación de rosca desactivado; de lo contrario, actívelo.
Configure el número de herramienta, ajustándolo a la cavidad de la herramienta y al desplazamiento.
Puede cambiar el punto cero; de lo contrario, este se obtiene de la configuración del postprocesador.
La dirección de rotación del husillo (en sentido horario) suele ser M03 y la (en sentido antihorario) es M04.
Si su máquina CNC tiene caja de engranajes, puede cambiar la marcha. La configuración predeterminada proviene de la página de configuración del postprocesador.
El resto de los ajustes son adecuados con la configuración predeterminada, pero puede modificarlos para que se ajusten mejor a sus necesidades de mecanizado.