Menú de ciclo de torneado
Pulse el botón (de torneado) para abrir el menú del ciclo de torneado, ahora se mostrarán (ciclo de refrentado), (ciclo de desbaste axial), (ciclo de desbaste radial), (ciclo de acabado), elija el ciclo de refrentado.
Ciclo de revestimiento
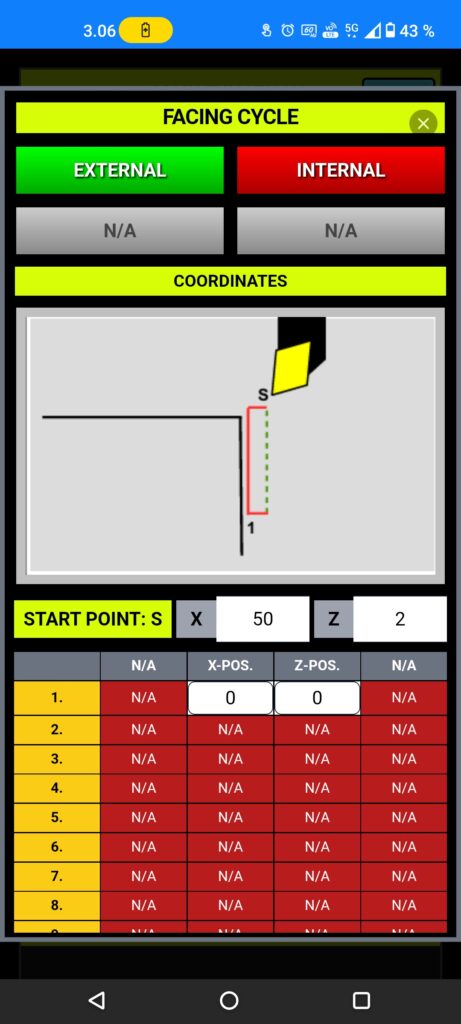
En la parte superior tenemos (externo) e (interno), que indican la dirección del movimiento. Externo significa que comenzamos desde fuera de la pieza y nos movemos hacia un diámetro menor, mientras que interno significa que comenzamos desde un diámetro menor y nos movemos hacia un diámetro mayor.
A continuación, (punto de inicio s:) proviene de la configuración del diámetro en blanco, pero puede modificar estas coordenadas. Después de la línea 1, las coordenadas representan el punto final de los movimientos de refrentado. Se recomienda usar (X0 y Z0) para que la aplicación pueda calcular movimientos seguros y sobrepasos.
Forma de herramienta
A continuación, elige la forma de herramienta adecuada; la aplicación calculará la profundidad de corte y el avance óptimo.
Si no eliges la herramienta correcta, existe el riesgo de que se rompa la herramienta o el inserto.
Ajustes
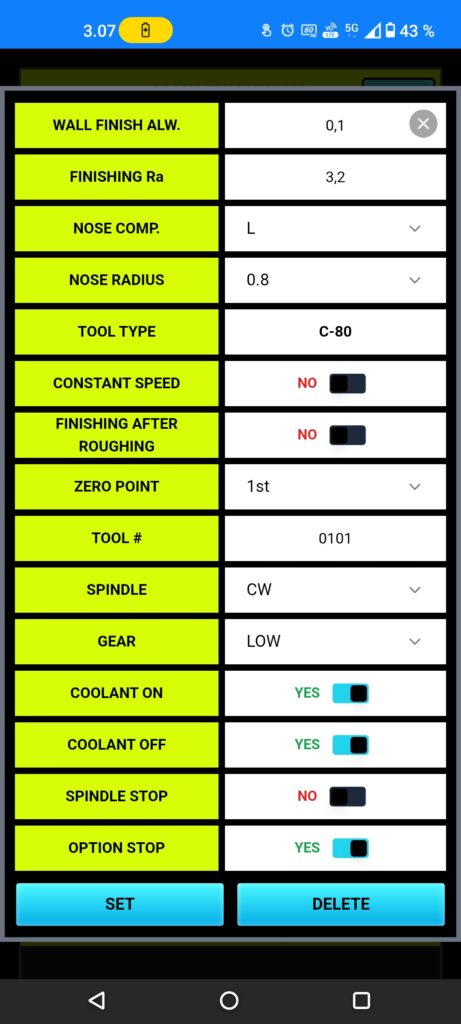
Debes ajustar el acabado superficial (Ra) para que coincida con la rugosidad superficial requerida.
En condiciones normales, nunca modifiques el ajuste de la compensación de la punta de la herramienta, ya que la aplicación utiliza esta información para crear el programa CNC y, si se configura incorrectamente, existe riesgo de colisión.
El radio y el tipo de la punta de la herramienta, con los valores predeterminados, son buenas opciones para comenzar el mecanizado, pero puedes elegir otros según tus necesidades.
Configura el número de herramienta, ajustándolo a la cavidad y al desplazamiento.
La aplicación utiliza normalmente la configuración de velocidad superficial para el torneado, pero el usuario puede activar la opción de velocidad constante. Esto significa que la aplicación calcula la velocidad promedio para un funcionamiento estable sin vibraciones.
Seleccione (acabado después del desbaste) si necesita obtener el mejor resultado superficial y una mayor vida útil de la herramienta.
Puede cambiar el punto cero; de lo contrario, este se obtiene de la configuración del postprocesador.
La dirección de rotación del husillo (en sentido horario) suele corresponder a (M03) y (en sentido antihorario) a (M04).
Si su máquina CNC tiene caja de engranajes, puede cambiar la relación de transmisión; la configuración predeterminada se obtiene de la página de configuración del postprocesador.
El resto de los ajustes funcionan bien con la configuración predeterminada, pero puede modificarlos para que se ajusten mejor a sus necesidades de mecanizado.